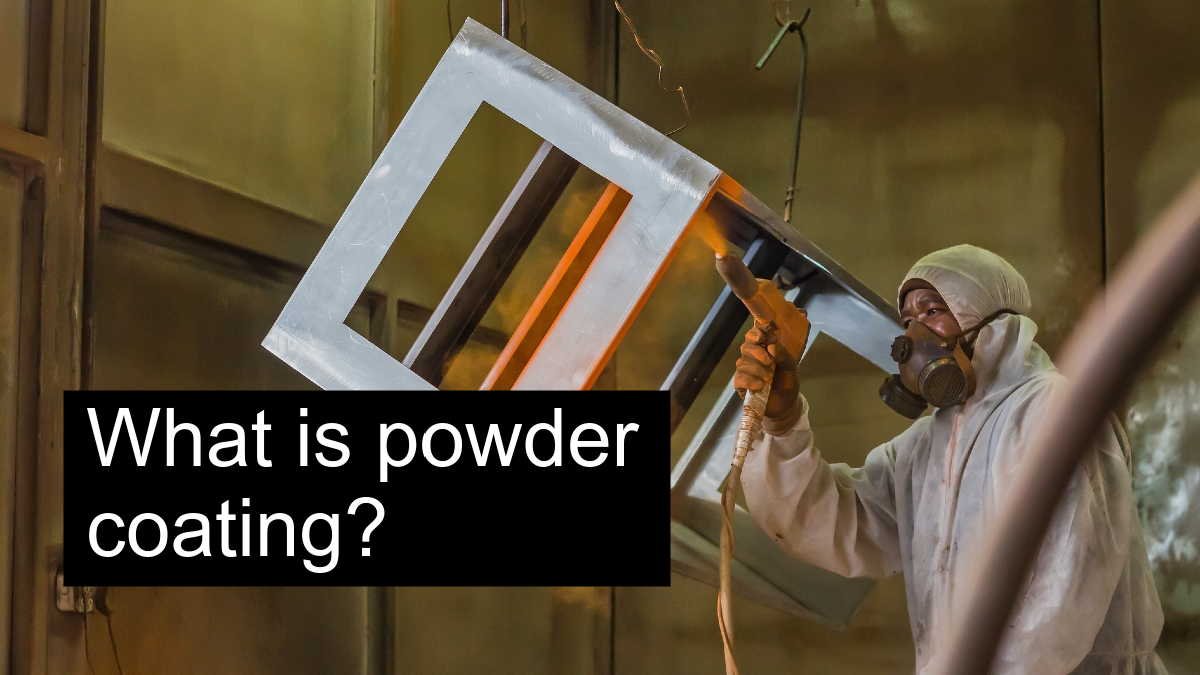
Powder coating is a popular finishing process for applying a durable and long-lasting coat to a product. Unlike commonly used liquid paints, powder coating doesn’t use any liquid solvents and directly applies the solid powder on to the surface. The process usually results in a tougher coat than conventional paints. The process is commonly used on many household appliances and automotive parts.
Let’s have a look at the history of powder coating.
The history of powder coating started in the early 1940s and 1950s with flame spraying. In this technique, a powder is sprayed through a flame that it partially melts and when it comes in contact with the surface it sticks to it. The surface itself is preheated with flame. As one can imagine, the process requires a lot of skill to apply a proper even coating.
In 1945, Daniel Gustin developed electrostatic powder coating. In this process, the powder coating sticks to the surface due to an electrostatic charge which is then cured by heat.
But until the 1960s, the popular process was the fluidized bed process using thermosetting powder coatings. Developed by Dr Erwin Gemmer. Here the parts are heated and dipped in a container of fluidised powder or passed through an electrostatically charged cloud of fluidised powder.
The electrostatic powder coating started to gain steam by 1960s and is currently the most common method for applying powder coating.
How does the powder coating process work?
Depending on the type of powder the processes(thermosetting plastics, thermoplastics and UV curable plastics) are slightly different, but the overall process remains pretty much the same.
Pretreatment
The first step is the pretreatment of the surface. Pretreatment is necessary to remove dirt, grease, etc and to improve the adhesion of the powder to the surface. Pretreatment also helps prevent corrosion. The pretreatment process depends on the type of surface as well as the type of impurities present. Some surfaces may even need plasma treatment to improve the surface characteristics to ensure proper bonding of the material.
Commonly used methods are chemical pretreatment and sandblasting. Plasma treatment not only cleans but actually etches anchoring points for the powder to anchor onto.
Applying the powder
In simple terms, for the electrostatic method, a gun that imparts an electrical charge to the powder shoots it on to the surface using compressed air. In most processes, the powder is then cured on to the surface by heating the object. In some case, the object is preheated before applying the powder.
In the fluidized process, the object is heated and dipped into a fluidised bed of powder. This technique is used when the coating thickness is in excess of 300 microns.
A similar process is used in the electrostatic fluidized bed process. Here instead of heating the object, the powder particles in the bed are imparted a charge.
Another new technique is the electrostatic magnetic brush (EMB) coating. This is similar to copying and laser printing. This technique involves a magnetic roller that deposits powder in a uniform thickness. The technique is relatively new but finds a lot of use in coating flat surfaces.
Curing
Curing process comes after applying the powder coating. This process actually bonds the powder to the surface.
The powder-coated objected is heated to a specific temperature for the powder to melt and stick to the surface. The temperature is normally 200C for 10 mins, but it can varydepending on the type of powder and the surface.
In case of thermosetting powder coatings, the particles react chemically to form a higher molecular weight polymer. This is called crosslinking.
During the curing process it is important for the powder coating to have a uniform reactivity, and have an optimal flow out.
Curing process can be carried out by supplying heat conventionally, or through infrared rays, or by using UV light. UV coatings have been around since 1990s, and offers a significant reduction in curing time. It is particularly great for heat sensitive projects since the UV curing process doesn’t release IR radiation. And the overall process, from application to curing is faster when using UV.
Advantages of powder coating
One of the top advantages of powder coating is that it doesn’t release any volatile organic compounds. Unlike liquid coatings, powder coating don’t require any liquid solvents. The solvents in liquid coatings contain volatile organic compounds which are harmful to the environment. A gallon of liquid coating contains around 3.5 pounds to 5.5 pounds of volatile organic compounds. By using powder coating companies can stay within the environmental regulations without expensive pollution control equipment.
Compared to conventional coatings it is possible to apply thicker coatings using powder coating. Powder coating process doesn’t have any issues such as running, dipping, or sagging, unlike liquid-based coatings.
Another interesting part about powder coating is that there’s very little material wastage. If you’re spray painting, or applying solvent based paints, any paint that doesn’t fall on the surface is lost. But with powder coating, the powder can be collected and used again, and there’s no wastage.